La possibilità di generare energia in forma utile
(calore o elettricità) dai rifiuti deriva dalla presenza, nei rifiuti stessi,
di materiale combustibile dotato di potere calorifico elevato. In particolare
si fa riferimento al Potere Calorifico
Inferiore (PCI) del rifiuto, ovvero
alla quantità di calore sviluppata durante la combustione del materiale,
sottraendo la quota relativa alla vaporizzazione dell’acqua in esso contenuta.
La possibilità di generare energia in forma utile
(calore o elettricità) dai rifiuti deriva dalla presenza, nei rifiuti stessi,
di materiale combustibile dotato di potere calorifico elevato. In particolare
si fa riferimento al Potere Calorifico
Inferiore (PCI) del rifiuto, ovvero
alla quantità di calore sviluppata durante la combustione del materiale,
sottraendo la quota relativa alla vaporizzazione dell’acqua in esso contenuta.
Attualmente
il valore del PCI dei rifiuti sfiora i 12.000 kJ kg-1 (circa 3.000
kcal kg-1), e questo ha permesso di realizzare una maggiore
integrazione tra il forno (ovvero il luogo dove vengono bruciati i rifiuti) e
la caldaia (ovvero il luogo dove viene recuperato il calore contenuto nei fumi
di combustione), a tutto vantaggio dell’efficienza di recupero del contenuto
energetico dei rifiuti..
 Le caratteristiche chimico-fisiche dei RSU impongono processi di
conversione ad hoc, sia per problemi tecnologici legati all’elevato tenore di
umidità e inerti o alla corrosione degli elementi metallici, che per problemi
ambientali concernenti la generazione di prodotti estremamente tossici. Tali
processi possono seguire due filosofie: la trasformazione dei RSU in un
combustibile intermedio attraverso tecnologie di pirolisi e gassificazione, o
il recupero diretto di energia mediante combustione.
Le caratteristiche chimico-fisiche dei RSU impongono processi di
conversione ad hoc, sia per problemi tecnologici legati all’elevato tenore di
umidità e inerti o alla corrosione degli elementi metallici, che per problemi
ambientali concernenti la generazione di prodotti estremamente tossici. Tali
processi possono seguire due filosofie: la trasformazione dei RSU in un
combustibile intermedio attraverso tecnologie di pirolisi e gassificazione, o
il recupero diretto di energia mediante combustione.
Recupero indiretto di energia: pirolisi e
gassificazione
Il
principale motivo di interesse dell’applicazione dei processi di pirolisi e
gassificazione ai rifiuti solidi urbani e ai prodotti derivati è legato alla
possibilità di trasformare materiali a base organica, disomogenei e difficili
da stoccare, in prodotti con buone proprietà combustibili, caratteristiche
qualitative costanti e maggior flessibilità di utilizzo.
Nel
processo di pirolisi il rifiuto
viene portato a temperature comprese
tra 300 °C e 500 °C in presenza di quantità limitate di aria. Il gas che si
sviluppa presenta PCI compreso tra 2000 e 3000 kcal kg-1, mentre il
residuo liquido è costituito da acqua, catrame e composti organici. È presente
anche un residuo solido carbonioso, di volume e peso notevolmente ridotto, con
PCI di poco superore a 5000 kcal kg-1.
La gassificazione può essere definita come
una trasformazione chimica di
un liquido o un solido a matrice
carboniosa in un gas combustibile, in presenza di un agente gassificante (generalmente aria od ossigeno). Il
materiale a matrice carboniosa può essere rappresentato dal residuo, solido e
liquido, del processo di pirolisi.
 Il recupero di energia da combustione diretta sfrutta
il calore prodotto dal processo di incenerimento del RSU, che può essere
bruciato come:
Il recupero di energia da combustione diretta sfrutta
il calore prodotto dal processo di incenerimento del RSU, che può essere
bruciato come:
·
rifiuto tal quale;
·
residuo da raccolta differenziata
effettuata a monte (cioè dai cittadini);
·
residuo da processi di
selezione del rifiuto a valle della raccolta;
·
combustibile da
rifiuto (CDR). Il CDR è
ottenuto dal rifiuto tal quale mediante una serie di processi fisici: vaglio,
separazione metalli, macinazione, etc, che isolano la frazione a più elevato
potere calorifico; le sue caratteristiche, regolate dal DM 5/2/98, sono in
genere notevolmente differenti da quelle del rifiuto di partenza.
Il recupero
di energia dalla combustione dei RSU può essere finalizzato alla produzione di
sola elettricità o di una combinazione di elettricità e calore, definita
cogenerazione.
Il
recupero di elettricità dai rifiuti solidi è basato sul ciclo Rankine. A
causa delle peculiarità del combustibile “rifiuto”, le prestazioni ed i
parametri relativi al recupero energetico nei processi di termodistruzione di
RSU assumono valori modesti, se confrontati con quelli ottenibili nelle
centrali termoelettriche convenzionali. Il rendimento elettrico di tutto l’impianto, al
netto degli autoconsumi, risulta infatti normalmente inferiore al 25%.
La
produzione congiunta di calore ed elettricità (cogenerazione) si
realizza sfruttando il calore prodotto dalla condensazione del vapore scaricato
dalla turbina o spillando parte dello stesso dalla turbina.
Il
recupero energetico consente di diminuire il ricorso ai combustibili tradizionali
(tipicamente utilizzati nelle caldaie domestiche), con un ritorno positivo in
termini di bilancio ambientale. Una interessante estensione riguarda la
possibilità di utilizzare il vapore prodotto in un impianto termofrigorifero
per la climatizzazione estiva-invernale.
Il
forno è la parte dell’impianto in cui avviene la distruzione termica del
rifiuto. Esso rappresenta il cuore del processo di termodistruzione ed è in
grado di influenzare le prestazioni complessive del sistema, anche dal punto di
vista della salvaguardia ambientale, attraverso la realizzazione di una
combustione quanto più completa possibile. Le particolari caratteristiche del
combustibile utilizzato e le molteplici esigenze ad esso correlate hanno
richiesto lo sviluppo di diversi tipi di forni.
Rappresenta
la tecnologia più diffusa e sperimentata nella combustione dei rifiuti solidi
urbani.
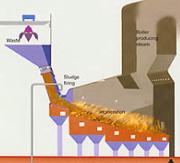 I rifiuti vengono caricati in una tramoggia e
distribuiti su una griglia, costituita daelementi mobili (barrotti, cilindri,
etc.) che facilitano la combustione movimentando il materiale combustibile.
Questa tecnologia è caratterizzata da una
elevata affidabilità pratica e da una notevole flessibilità, che ne
permette l’applicazione per un ampio intervallo di potenzialità, compreso tra
le 40 – 50 t g-1 degli impianti più piccoli e le 800 – 1000 t g-1
degli impianti di maggiori dimensioni.
I rifiuti vengono caricati in una tramoggia e
distribuiti su una griglia, costituita daelementi mobili (barrotti, cilindri,
etc.) che facilitano la combustione movimentando il materiale combustibile.
Questa tecnologia è caratterizzata da una
elevata affidabilità pratica e da una notevole flessibilità, che ne
permette l’applicazione per un ampio intervallo di potenzialità, compreso tra
le 40 – 50 t g-1 degli impianti più piccoli e le 800 – 1000 t g-1
degli impianti di maggiori dimensioni.
Il
controllo della combustione viene generalmente effettuato tramite l’analisi di
temperatura, ossigeno e monossido di carbonio all’uscita dalla camera di
combustione e/o di post – combustione.
 Forno
a tamburo rotante
Forno
a tamburo rotante
I forni a
tamburo rotante sono costituiti da un cilindro rotante inclinato sull’asse
orizzontale per facilitare l’avanzamento dei rifiuti. Sono adatti a rifiuti con
poteri calorifici costanti ed elevati e caratterizzati da una elevata
flessibilità di utilizzo, che permette loro di trattare solidi, fanghi e
liquidi, ma anche da una bassa efficienza di recupero termico.
 Forno
a letto fluido
Forno
a letto fluido
I
forni a letto fluido sono formati da un cilindro verticale al cui interno un
letto di materiale inerte, costituito da sabbia e ceneri di combustione, è
mantenuto in sospensione (fluidizzazione) da un flusso d’aria proveniente da una
piastra perforata alla base del cilindro. Questi forni sono caratterizzati da
un’elevata efficienza di combustione e da un basso tenore di incombusti nelle
scorie. Tra gli aspetti problematici vi è la necessità di realizzare un
pretrattamento spinto dei rifiuti al fine di ridurre la pezzatura e
omogeneizzare le caratteristiche del materiale da trattare.
La
gamma delle emissioni atmosferiche prodotte dalla termodistruzione dei rifiuti
è di norma più complessa e variegata rispetto ai normali processi di
combustione che utilizzano combustibili fossili, a causa della forte
eterogeneità del materiale bruciato.
Nelle emissioni, oltre alla presenza degli inquinanti caratteristici delle
combustioni convenzionali, si trovano forme ossidate di sostanze organiche o
inorganiche già presenti nei rifiuti e composti inorganici vaporizzati o
mobilizzati per adsorbimento sul particolato emesso. In aggiunta a questi vanno
poi considerati i processi di riformazione che, a partire da sostanze
elementari e/o precursori, attraverso reazioni eterogenee a bassa temperatura
che coinvolgono il particolato e i gas di combustione, originano
microinquinanti organoclorurati (diossine, furani...).
In
linea generale, si suole distinguere il complesso delle emissioni atmosferiche
in due classi: i macroinquinanti, presenti in concentrazioni
rilevanti (mg m-3), ed i microinquinanti che, pur se
presenti a livelli molto più modesti (mg m-3 o ng m-3)
possono costituire un rischio ambientale per la loro tossicità e persistenza.
Alla prima categoria appartengono inquinanti tradizionali dei processi di
combustione quali monossido di carbonio (CO), ossidi di azoto (NOx),
biossido di zolfo (SO2), gas acidi (HCl, HF) e materiale
particolato (PM10). I microinquinanti si dividono invece in
inorganici, costituiti essenzialmente da alcuni metalli pesanti (Pb, Cd,
Hg), e organici, quali diossine (PCDD), furani (PCDF), idrocarburi
policiclici aromatici (IPA), PCB.
Il
controllo preventivo delle emissioni, motivato dall’esigenza di limitare la produzione
di inquinanti, si ottiene ottimizzando le caratteristiche costruttive dei forni
e migliorando il processo di combustione. In particolare, si cerca di
intervenire sia sui processi di formazione primaria in camera di
combustione che sui processi di formazione secondaria a valle della
stessa.
Per
quanto riguarda i processi di formazione primaria, gli interventi sono tesi a garantire
il completamento del processo d’ossidazione termica (combustione). Questo, come
precedentemente discusso, richiede adeguati valori di temperatura,
disponibilità di ossigeno, tempo di contatto e miscelazione.
I
processi di formazione secondaria consistono in reazioni di riformazione a
bassa temperatura (300 °C) che, a partire da precursori o sostanze elementari,
originano composti organici tossici (PCDD, PCDF,..). Gli interventi prevedono
l’inibizione dei potenziali catalizzatori del processo, uno stretto controllo
della temperatura e modifiche progettuali per limitare le zone favorevoli alle
reazioni.
In
questi ultimi anni, i sistemi di controllo degli inquinanti sono stati
migliorati, anche in considerazione dei
limiti normativi sempre più restrittivi. Le configurazioni impiantistiche
risultano particolarmente potenziate nei riguardi dei microinquinanti tossici e
per alcuni macroinquinanti in precedenza poco considerati (SO2 ed NOx).
Le
operazioni di depolverazione rientrano in due diverse tipologie di processo: a secco
e ad umido. Nei processi a secco si fa ricorso essenzialmente a precipitatori
elettrostatici (PES) e a filtri a manica. Nei primi le particelle
vengono introdotte in un campo elettrostatico che, una volta caricate, le devia
verso una parete di raccolta. I filtri a manica sono borse cilindriche in
tessuto (Goretex (R), Teflon,..) racchiuse in una struttura
metallica entro cui viene immesso il flusso da trattare.
Nei
processi a umido le particelle vengono raccolte ponendo a contatto il flusso da
trattare con una superficie umida, tipicamente costituita da gocce d’acqua, che
le separa dal gas. La tabella seguente mostra le caratteristiche dei diversi
trattamenti.
Tabella 1
Caratteristiche operative dei diversi processi di rimozione polveri
|
Polveri
|
|
Trattamento
|
Vantaggi
|
Svantaggi
|
|
S
E
C
C
O
|
PES
|
Elevata resistenza
|
efficienza di rimozione <
99,0 %
|
|
Ridotti costi di gestione
|
Efficacia ridotta per particelle
con bassa o alta resistività
|
|
Limitata perdita di carico
|
|
|
Filtro a maniche
|
efficienza di rimozione >
99,0 %
|
Ridotta resistenza
|
|
Favorisce i processi di
rimozione dei microinquinanti
|
Maggiore perdita di carico
|
|
|
Rischio di infiammabilità
|
|
|
Maggiori costi di gestione
|
|
U
M
I
D
O
|
Scrubber Venturi
|
Elevata resistenza
|
Perdite di carico elevate
|
|
|
Presenza di spurghi liquidi da
smaltire
|
|
|
Efficienze inferiori ai sistemi
a secco
|
Controllo
degli ossidi di azoto
I processi
disponibili per la rimozione degli NOx fanno riferimento a
tecnologie di riduzione non catalitica (SNCR) o catalitica (SCR). L’SNCR riduce gli
NOx ad azoto molecolare (N2) e H2O tramite
l’iniezione di ammoniaca o urea nella parte superiore della camera di
combustione o in una posizione termicamente favorevole a valle. L’SCR, che
rappresenta la migliore tecnologia disponibile per la riduzione degli NOx,
comporta l’iniezione di ammoniaca nel gas di combustione a monte di un letto
catalitico. In Tabella
2 si riportano brevemente le caratteristiche dei due
processi.
Tabella 2
Caratteristiche dei processi SCR e SNCR
|
NOx
|
|
Trattamento
|
Vantaggi
|
Svantaggi
|
|
SNCR
(iniezione nella camera di combustione o a valle di
essa di ammoniaca o urea)
|
Minor complessità impiantistica
|
Ridotta efficienza (< 70%)
|
|
Minor costo di installazione
|
Elevato consumo di reagente
|
|
Minor costo di gestione
|
Maggiori fughe di NH3
|
|
SCR (iniezione di ammoniaca a monte di un letto catalitico)
|
Elevata efficienza ( > 90%)
|
Maggior complessità impiantistica
|
|
Efficace anche per altri inquinanti
|
Necessità di preriscaldamento fumi in ingresso
|
|
Ridotto consumo di reagente
|
Maggior costo di installazione
|
|
Maggior costo di gestione
|
Controllo
dei gas acidi
Anche
per il controllo degli ossidi di zolfo (SO2) e dei gas acidi (HCl e
HF) sono disponibili processi del tipo a secco o ad umido. I processi a
umido si basano sul trasferimento in fase liquida delle componenti
inquinanti. Ciò si ottiene ponendo in contatto il gas con opportuni liquidi
assorbenti, in installazioni in grado di ottimizzare il contatto stesso.
I processi
a secco si basano sull’iniezione a secco di particelle alcaline (calce o
bicarbonato di sodio) nella corrente gassosa. La rimozione di SO2 e
dei gas acidi viene ottenuta tramite le reazioni di neutralizzazione che si
sviluppano. La Tabella
3 mostra un sintetico riepilogo delle caratteristiche
dei diversi processi finalizzati alla rimozione dei gas acidi.
Tabella 3 Caratteristiche applicative dei diversi
processi di trattamento dei gas acidi
|
Gas Acidi
|
|
Trattamento
|
Vantaggi
|
Svantaggi
|
|
S
E
C
C
O
|
Calce
(iniezione nella corrente gassosa)
|
Nessun refluo liquido
|
Efficienze ridotte rispetto ai
sistemi ad umido
|
|
Minor costo del reagente
|
Richiede maggiori quantità di
reagente
|
|
Semplicità impiantistica
|
|
|
Bicarbonato di sodio (iniezione nella corrente
gassosa)
|
Nessun refluo liquido
|
Prestazioni inferiori ai sistemi
ad umido
|
|
Efficienze paragonabili ai sistemi ad
umido
|
Maggior costo del reagente
|
|
Richiede minori quantità di
reagente
|
|
|
Minor produzione residui
|
|
|
Semplicità impiantistica
|
|
|
U
M
I
D
O
|
Acqua
+
Soda
(colonna di lavaggio)
|
Elevata efficienza
|
Maggiori costi di gestione
rispetto ai sistemi a secco
|
|
Basso consumo reattivi (soda)
|
Presenza di reflui liquidi da
smaltire
|
|
Tecnologia ampiamente consolidata
|
Effetto memoria delle diossine
|

Controllo
dei microinquinanti
Nelle
emissioni gassose, la maggior parte dei metalli pesanti, Cd e Pb in
particolare, e i composti organici clorurati di maggior peso molecolare si
presentano localizzati, per adsorbimento o condensazione, sulla superficie del
particolato più fine. Il mercurio e gran parte dei composti organici a minor
peso molecolare sono invece presenti in fase vapore.
La
tecnologia più utilizzata negli impianti di termodistruzione, si basa
sull’utilizzo di additivi adsorbenti, in particolare si fa riferimento al carbone
attivo, caratterizzato da un ampio spettro di azione e da superiori
capacità adsorbenti.
Notevole
interesse suscita anche la conversione catalitica, che sfrutta gli
stessi catalizzatori del sistema SCR ed è in grado di degradare chimicamente
l’inquinante e non solo trasferirlo. Naturalmente tale tecnologia è attiva solo
nei confronti degli inquinanti organici e non dei metalli.

|
Microinquinanti
|
|
Trattamento
|
Vantaggi
|
Svantaggi
|
|
Processi a umido
(colonna
di lavaggio)
|
Buona efficacia, soprattutto per il mercurio
|
Efficacia subordinata al trattamento di
depolverazione
|
|
|
Effetti memoria per le diossine
|
|
|
Smaltimento reflui liquidi
|
|
Carboni attivi
|
Elevata efficienza
|
Risultati variabili con la temperatura
|
|
Basso costo di gestione
|
Necessità di stabilizzazione delle polveri residue
|
|
Semplicità impiantistica
|
|
|
Conversione catalitica
|
Degradazione chimica degli inquinanti e non
semplice trasferimento
|
Costo di gestione elevato
|
|
Simultaneo controllo degli NOx
|
Costo di installazione elevato
|
|
Elevata efficienza
|
Bassa resistenza e vita media
|


I
singoli processi di depurazione visti precedentemente vengono combinati tra
loro in vario modo, al fine di ottenere il rispetto dei limiti all’emissione.
La
scelta tra le varie opzioni risulta fortemente influenzata non solo dai limiti
emissivi, ma anche dalle caratteristiche attese dei rifiuti da trattare e dalle
problematiche relative allo smaltimento dei residui del trattamento. In
generale le varie tipologie impiantistiche dei sistemi di depurazione si
dividono, a seconda dell’intervento o meno di fasi liquide, in:
·
Sistemi a secco. Sono costituiti generalmente da un reattore a secco
per i gas acidi e da un sistema di depolverazione, in associazione all’utilizzo
di carbone attivo per il controllo dei microinquinanti
·
Sistemi a semisecco. Simili ai precedenti, utilizzano
un reagente in sospensione acquosa concentrata
nel reattore per il trattamento dei gas acidi. L’immissione di carbone
attivo si effettua separatamente a valle del reagente e prima del sistema di
depolverazione, costituito, tipicamente, da un filtro a maniche.
·
Sistemi ad umido nella loro configurazione di base sono composti da
un sistema di depolverazione e seguito da un sistema di lavaggio fumi. Rispetto
ai sistemi a secco presentano una configurazione più complessa, ma offrono
efficienze molto elevate nella riduzione dei macroinquinanti, con
concentrazioni in uscita difficilmente raggiungibili con altre tecnologie. La
riduzione del particolato assume valori comparabili con quelli dei sistemi a
secco.
·
Sistemi ibridi sono del tipo a multistadio e si basano sulla
combinazione di semisecco e umido, con una configurazione che produce solo
rifiuti solidi, ricircolando i residui liquidi provenienti dal sistema di
lavaggio fumi.
A questi vanno
aggiunti i sistemi per l’abbattimento degli ossidi di azoto (SNCR e SCR), ormai
presenti in tutti i nuovi impianti di incenerimento rifiuti.
La
prima definizione di Miglior tecnologia disponibile (MTD) era presente
nel DPCM dell’88. Oggi si fa riferimento alla definizione contenuta nell’art. 2
del Dlgs 372/99 in recepimento della direttiva 96/61/CE che a differenza del
DPCM dell’88 al termine tecnologia predilige il termine tecnica, intendendo con
questa l’insieme tecnologia-gestione.
Essa
rappresenta la più efficiente e avanzata fase di sviluppo di attività e
relativi metodi di esercizio intesi a ridurre in modo generale le emissioni e
l’impatto sull’ambiente nel suo complesso.
La miglior tecnologia assoluta, per quanto concerne i sistemi di
abbattimento fumi relativi agli impianti di incenerimento (così come
individuata nell’ambito del Piano di Risanamento della Qualità dell’Aria Della
Regione Lombardia) è costituita da un sistema a secco con bicarbonato di sodio
e carbone attivo, seguito da un trattamento di depolverazione mediante filtro a
maniche e dall’ SCR per la riduzione degli ossidi di azoto.
Tale configurazione consente, oltre che una elevata
efficienza di rimozione, un rendimento energetico globalmente superiore a
quello degli impianti tradizionali dotati di sistemi ad umido o ibrido.
I
residui solidi/liquidi di un moderno impianto di incenerimento di RSU possono essere
distinti in tre diverse categorie:
·
scorie: rappresentano la frazione più rilevante dei residui
e consistono in materiale, di varia pezzatura, raccolto sul fondo della camera
di combustione. Sono composti dalle sostanze inerti originariamente presenti
nel rifiuto, da residui metallici minerali e da un limitato contenuto di
organici incombusti. Nel caso di camere di combustione a griglia, che
rappresentano l’alternativa impiantistica più comune, la produzione di scorie
si aggira tra il 15% e il 25% in peso del rifiuto alimentato.
·
ceneri volanti: quantitativamente comprese tra l’1% e il 3% in peso
del rifiuto alimentato, sono costituite da particelle di piccole dimensioni
formate quasi esclusivamente dai residui inorganici del processo di
combustione. Vengono separate dal flusso gassoso e raccolte tramite i
dispositivi di depolverazione (PES o filtri a tessuto).
·
residui derivanti
dai sistemi di controllo dei gas acidi:
dipendono in larga misura dalla tipologia di trattamento utilizzata. Negli
impianti a secco e semisecco i residui sono costituiti essenzialmente dai sali
prodotti dalle reazioni di neutralizzazione, dagli eccessi di reagente e dalle
ceneri volanti captate nel depolveratore a valle del trattamento. Nelle
configurazioni impiantistiche ad umido, il residuo prodotto è costituito dai
fanghi prodotti dalla depurazione degli spurghi delle colonne di lavaggio (2 kg
t-1 - 8 kg t-1 di rifiuto trattato).
I
residui del processo di incenerimento dei RSU presentano una notevole
concentrazione di sostanze inquinanti. In linea generale le ceneri volanti sono
contraddistinte da una presenza elevata di metalli pesanti, mentre i residui
del processo di assorbimento ad umido hanno concentrazioni elevate di mercurio
e composti organici.
Per
lo smaltimento dei residui prodotti dai trattamenti di depurazione dei fumi
vengono utilizzate due tecnologie a seconda dei risultati da conseguire:
inertizzazione e detossificazione.
I
processi di inertizzazione hanno lo scopo di innocuizzare i contaminanti
legandoli chimicamente in una matrice cristallina, ad esempio di silicati, e
limitare al contempo la superficie esposta a liquidi percolanti, minimizzando
il rilascio in fase di discarica. Si riduce quindi la mobilità degli elementi
tossici all’interno del residuo.
I
trattamenti di detossificazione orientati alla riduzione della nocività
dei residui tramite l’estrazione degli elementi tossici, con produzione di un
solido altamente innocuizzato e di una frazione contenete i metalli separati
potenzialmente riutilizzabile. Le tecnologie di questo tipo, in qualche caso
ancora ad uno stadio di sviluppo sperimentale, comprendono sia processi di tipo
chimico che di tipo termico.
Attualmente,
il settore dell’incenerimento dei rifiuti in Lombardia prevede, oltre a 9
impianti già presenti negli anni precedenti e adeguatisi, o in via di
adeguamento, al DM 503/97, altri 7 impianti di nuova realizzazione che entreranno gradualmente in esercizio prima del
2005. Per tale data, la potenzialità prevista si assesterà intorno a 2.700.000
t a-1, per arrivare a circa 2.900.000 t a-1 nel 2010 a
seguito dell’aumento di potenzialità previsto per alcuni impianti già esistenti.
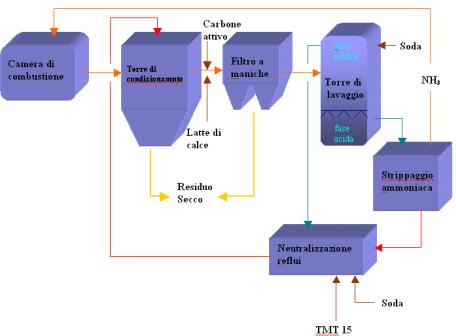
L’impianto di Trezzo sull’Adda ha una potenzialità
autorizzata di 500 t giorno-1. Lo smaltimento avverrà attraverso due
linee uguali di capacità pari a 250 t giorno-1. Entrambe utilizzano,
per la combustione dei rifiuti, forni a griglia mobile raffreddata ad acqua.
Questa soluzione tecnologica, innovativa nel panorama impiantistico nazionale,
consente di ottimizzare il processo di combustione anche nel caso di rifiuti
con potere calorifico piuttosto elevato, con probabili ritorni positivi in
termini ambientali.
La linea di trattamento fumi è costituita da un
sistema ibrido, formato da una torre evaporativa ad
acqua seguita da un sistema a secco (reattore ad assorbimento e filtro a
maniche) e da una colonna di lavaggio finale.
Il trattamento ad umido nella colonna di lavaggio
prevede due stadi: acido per la rimozione di HCl, HF e ammoniaca, e neutro per
l’assorbimento di SO2 attraverso l’additivazione di soda caustica.
I residui liquidi, neutralizzati e privati
dell’ammoniaca in essi contenuta, vengono iniettati nella torre
evaporativa.Questo sistema permette di ricircolare gli spurghi della torre di
lavaggio, in linea con alcune tendenze normative che impongono l’assenza di
scarichi liquidi dal trattamento complessivo delle emissioni. La figura in
basso nella pagina seguente mostra uno schema sintetico della linea descritta.
La tabella seguente permette di confrontare le
emissioni previste dell’impianto di Trezzo con quelle relative agli impianti di
più recente costruzione della Lombardia. Il confronto è particolarmente
interessante con l’impianto di Dalmine, dotato di una tecnologia di controllo
delle emissioni in larga parte coincidente con la MTD.
Tabella 5
Confronto dei valori emissivi attesi o misurati nei nuovi negli impianti nuovi
e vecchi in Lombardia
|
Inquinante
|
Impianti previsti
|
Impianti Nuovi già in funzione
|
Impianti vecchi
|
|
Trezzo
|
Dalmine
|
Bergamo
|
Corteolona
|
Rovato
|
Lecco
|
Lonato
|
Silla2
|
Parona
|
Busto
|
Cremona(2)
|
Brescia(2)
|
Sesto
|
Lecco(1)
|
Abbiateg.
|
Desio
|
Como(1)
|
|
Polveri
mg m-3
|
1
|
1
|
1
|
1
|
1
|
3
|
1
|
0,3
|
3
|
1
|
0,9
|
0,2
|
1
|
13
|
3
|
3
|
7
|
|
HCl
mg m-3
|
5
|
3
|
5
|
5
|
10
|
5
|
5
|
10
|
7
|
5
|
5,2
|
13,6
|
5
|
8
|
10
|
5
|
5
|
|
CO
mg m-3
|
10
|
5
|
10
|
10
|
10
|
8
|
10
|
12
|
4
|
5
|
4,6
|
15,2
|
15
|
8
|
5
|
15
|
25
|
|
NOx
mg m-3
|
100
|
40
|
120
|
150
|
200
|
150
|
150
|
150
|
120
|
100
|
148
|
76,2
|
150
|
305
|
200
|
150
|
275
|
|
SOx
mg m-3
|
5
|
3
|
5
|
3
|
15
|
3
|
3
|
13
|
2
|
10
|
5,1
|
13,3
|
5
|
38
|
15
|
5
|
53
|
|
Pb
mg m-3
|
0,01
|
0,1
|
0,1
|
0,1
|
0,1
|
0,01
|
0,1
|
0,01
|
0,1
|
0,1
|
0,1
|
0,1
|
0,01
|
0,25
|
0,1
|
0,1
|
0,03
|
|
Cd
mg m-3
|
0,01
|
0,01
|
0,01
|
0,01
|
0,01
|
0,1
|
0,01
|
0,01
|
0,002
|
0,01
|
0,01
|
0,01
|
0,01
|
0,024
|
0,01
|
0,01
|
0,02
|
|
Hg
mg m-3
|
0,1
|
0,01
|
0,01
|
0,01
|
0,01
|
0,01
|
0,01
|
0,1
|
0,01
|
0,01
|
0,02
|
0,01
|
0,1
|
0,036
|
0,01
|
0,01
|
0,62
|
|
TEQ
ng m-3
|
0,1
|
0,01
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
10
|
0,1
|
0,1
|
4
|
|
(1)
emissioni rilevate prima
dell’adeguamento ai limiti dell’Allegato 1 del DM 503/97, previsto entro il
2005 (2) emissioni rilevate
|
Figura
1 Schema del
sistema di trattamento fumi dell'impianto di Trezzo sull'Adda
 I principali prodotti della combustione completa sono
anidride carbonica (CO2), acqua (H2O) e biossido di zolfo
(SO2). Essi costituiscono lo stadio finale del processo di
ossidazione rappresentato dalla combustione, portato a completamento. In realtà
non tutto il materiale reagente viene convertito nei prodotti finali. Parte di
esso può presentarsi incombusto nei gas
in uscita, oppure essere solo parzialmente ossidato, ad esempio il carbonio a
monossido di carbonio (CO) anziché ad anidride carbonica.
I principali prodotti della combustione completa sono
anidride carbonica (CO2), acqua (H2O) e biossido di zolfo
(SO2). Essi costituiscono lo stadio finale del processo di
ossidazione rappresentato dalla combustione, portato a completamento. In realtà
non tutto il materiale reagente viene convertito nei prodotti finali. Parte di
esso può presentarsi incombusto nei gas
in uscita, oppure essere solo parzialmente ossidato, ad esempio il carbonio a
monossido di carbonio (CO) anziché ad anidride carbonica.